열차폐코팅(TBC: Thermal barrier coating)은 항공기나 가스터빈 엔진 등의 고온부품에 적용되는 기술로서 통상 낮은 열전도도를 가진 세라믹 상부코팅(Top coat)과 탑코팅의 접착력을 높여주는 결합코팅(Bond coat) 층으로 이루어져 있다. 상부코팅에 적절한 공극률을 갖도록 함으로써 낮은 열전도도와 높은 변형내성이 생기도록 하여 모재표면의 온도가 화염온도에 비해 약 100 ~ 170℃ 낮아지게 한다. 이를 통해 터빈부품의 한계를 연장시켜주는 역할을 한다.
| CLASS – B | CLASS – C | Super B | Super C |
|---|---|---|---|
| ~ 0.40mm | ~ 0.60mm | ~ 1.00mm | ~ 2.00mm |
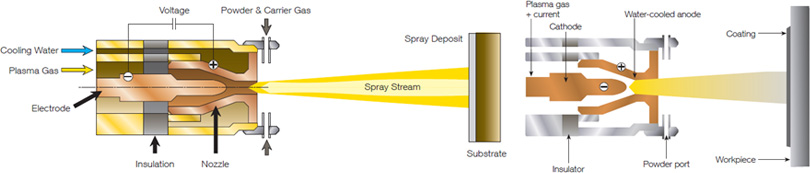
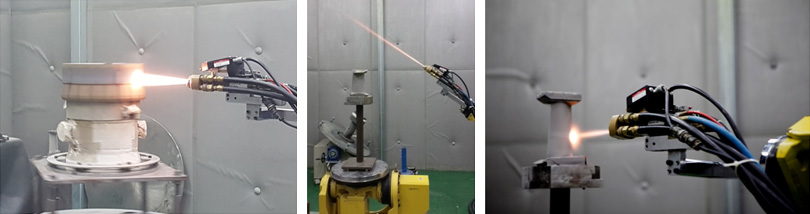
일렉트로드(아노드,양극)와 노즐(캐소드,음극) 사이에서 고주파 아크가 발생하며, 이 때 일렉트로드와 노즐사이에 흐르는 가스가 이온화 되면서 수 센티미터의 플라즈마 플룸을 만들게 된다. 플라즈마 플룸의 온도는 16,000℉이며, 건 노즐의 외부에서 플라즈마 플룸내로 분말이 주입된 후 용융되고 가스의 압력에 의해 제품표면으로 고속분사하여 코팅층을 이루게 된다.
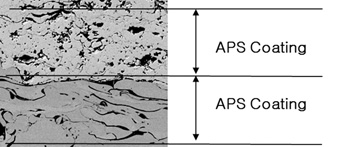
 TBC Coating(2mm)
TBC Coating(2mm)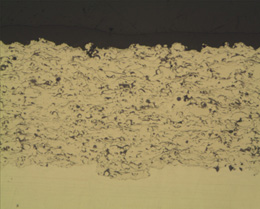 CoNiCrAlY Coating
CoNiCrAlY Coating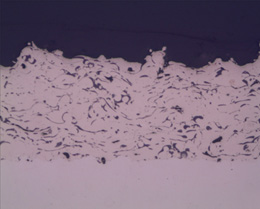 NiCrAlY Coating
NiCrAlY Coating| 제품크기 | 내경 코팅 | I.D = Min. Ö 280mm / L = Max. 2,000mm |
|---|---|---|
| 외경 코팅 | O.D = Max. Ö 2,500mm / L=Max. 4,000mm | |
| 적용 코팅 자재 | Cr3C2-NiCr, MCrAlY, ZrO2-Y2O3, Low K | |
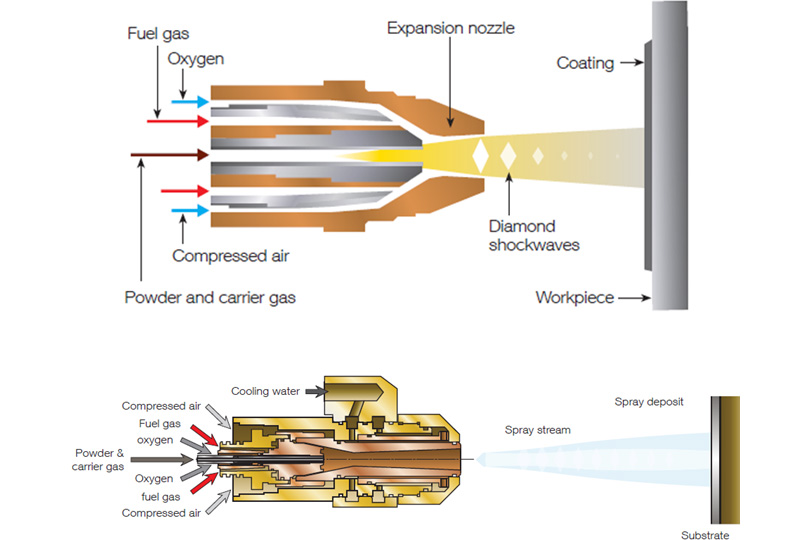
기체 또는 액체 연료와 산소의 혼합 기체가 연소실에 유입되면서 연속적으로 점화된다. 분말은 건의 중심부에서 가스 화염 내로 유입된 후 가속된다. 고온의 기체와 파우더 화염이 제품 표면으로 분사되고 파우더는 이 화염 내에서 용융되어 모재 표면에 코팅된다.
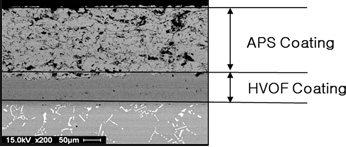
 CoNiCrAlY - HVOF
CoNiCrAlY - HVOF CoNiCrAlY - APS
CoNiCrAlY - APS| 제품크기 | 내경 코팅 | I.D = Min. Ö 280mm / L=Max. 1,200mm |
|---|---|---|
| 외경 코팅 | O.D = Max Ö 3,000mm / L=Max. 4,000mm | |
| 적용 코팅 자재 | Cr3C2-NiCr, MCrAlY | |
